Iron foundry basics
Practical Action
Metal can be run from a cupolette into ladles from
which it is poured into the moulds.
An uninterrupted pour into each mould is essential to
ensure no discontinuity in the final casting. If the size
of the casting is such that one ladle's contents are not
sufficient, a second ladle of molten metal must be
available. Pieces of slag found floating on the metal
should be skimmed off before the metal is poured into
the mould. Normally those who tend the furnace also
pour the metal into the moulds.
Safety
This is a major consideration. Protection for head,
eyes, feet, legs and hands is essential, and the
discipline of those handling the metal is equally
important.
Knocking Out and Fettling
However accurately the moulds have been made,
castings will require cleaning and trimming before
they can be passed on for other operations, such as
immediate use, or machining.
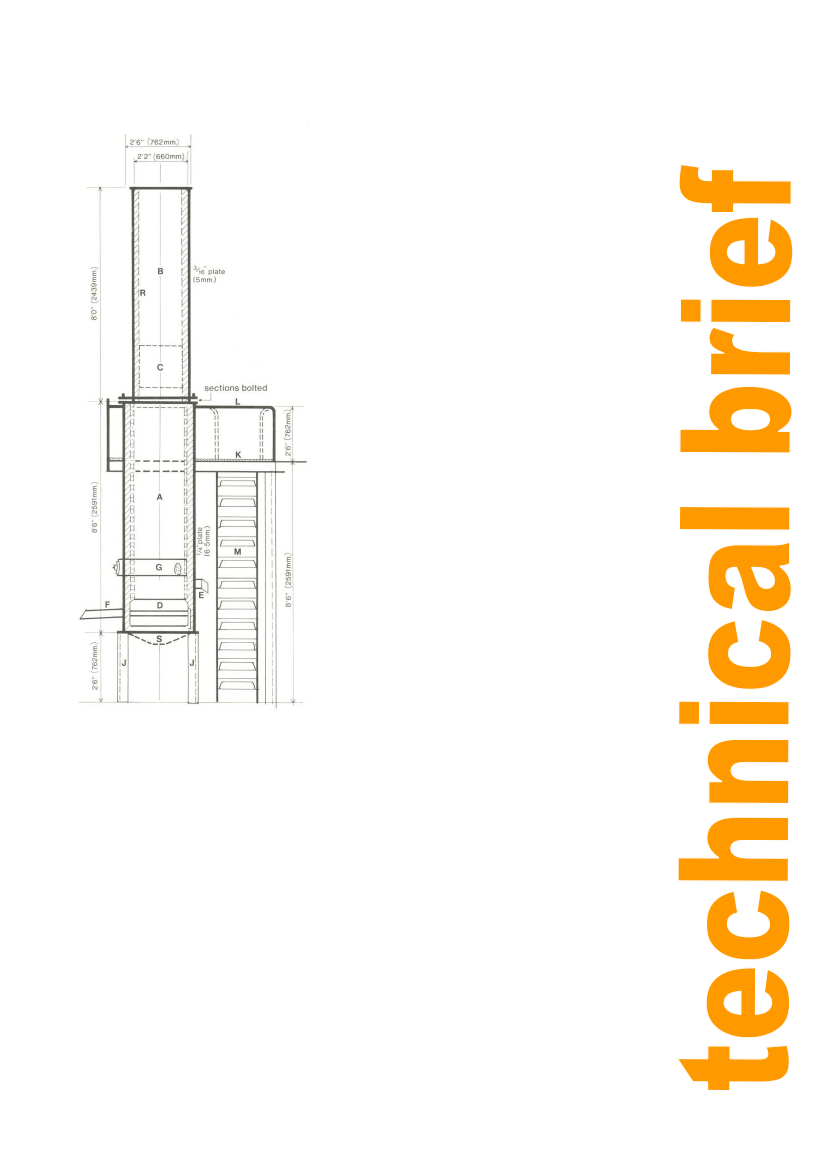
Figure 6: Cupolette View on arrow A
When the castings have cooled off, they are removed
from the moulds. Any sand or clay is cleaned from the
castings. This is done by rapping the casting with a
light hammer and finishing off with a wire brush.
Surplus iron pieces, such as runners and risers are
knocked off (Fig 9) and any irregularities at the mould
joints are trimmed with a file or grindstone.
The amount of fettling required depends on the quality of the mould, and the customer's
requirements.
Equipment Required (Fettling)
Light Hammers
Files - various shapes, i.e. flat, half round, round etc.
Chisels
Wire Brushes
Goggles - for fettlers
These can normally be obtained from local purchase.
As far as foundry work is concerned the product has now passed throuqh all stages for completion.
It is necessary however for the articles to be inspected, to detect any flaws or errors in the castings
that could affect the use for which they are intended. Any rejects are returned to the furnace area
for future melts. Those that pass the inspection are ready for sale.
8